Dipesh Patel is the President & CEO of DP Gayatri, partnering with OEMs and Contract Manufacturers to automate and scale operations. A seasoned management consultant and graduate of the UofM Carlson School of Management, he brings strategic leadership to a portfolio of manufacturing and automation companies delivering factory automation, contract assembly, facility relocation and expansion, and supply chain localization across the U.S. and Latin America.
Factory automation has become a critical enabler for businesses striving to optimize production, improve safety, and stay competitive in today's dynamic industrial landscape. By leveraging advanced automation systems and smart manufacturing technologies, industries can achieve levels of efficiency and consistency that were once unimaginable.
This comprehensive guide explores the pivotal role of factory automation, its evolution, core components, and the technologies driving Industry 4.0. We’ll also look into the benefits, challenges, and real-world applications of manufacturing automation solutions while providing actionable insights for businesses looking to integrate automated production lines into their operations.
What Is Factory Automation, and Why Does It Matter?
Factory automation refers to the use of automation systems to perform industrial processes with minimal human intervention. These systems include programmable logic controllers (PLC), SCADA systems, robotics in manufacturing, and advanced monitoring technologies that collectively streamline operations and improve efficiency. Unlike traditional methods of production which rely heavily on manual labor, automation systems manage repetitive tasks, ensure precision, and minimize errors.
By implementing smart manufacturing technologies, factory automation not only replaces manual workflows but also optimizes processes through real-time data collection and adaptive controls. This means manufacturers can react to operational inefficiencies as they arise, making adjustments that improve productivity and minimize waste.
Types of Factory Automation
1. Fixed Automation This type of automation is designed for high-volume production where the manufacturing processes are consistent and repetitive. Fixed automation is commonly used in automotive assembly lines and electronic component manufacturing, where tasks like welding, painting, or soldering follow a constant sequence. Fixed systems are highly efficient but lack adaptability to product variations.
2. Programmable Automation Ideal for manufacturers with product lines that require settings to be adjusted between production runs, programmable automation is often seen in industries such as industrial packaging or CNC machines. This method allows for customization and flexibility while maintaining a degree of efficiency.
3. Flexible Automation Flexible automation, sometimes referred to as flexible manufacturing systems, is the most adaptable option. It enables manufacturers to quickly switch between different products without requiring significant downtime for reconfiguration. This is particularly beneficial for operations in dynamic industries like consumer electronics, where the demand for diverse product designs often fluctuates.
Importance of Factory Automation
The value of factory automation goes far beyond cost savings. Its importance lies in how it addresses critical challenges faced by industries today and prepares them for future demands. Automation transforms entire production ecosystems, aligning them with modern manufacturing goals. Here’s why it matters:
Addressing Labor Shortages
Labor shortages have become a universal challenge, especially in industries like food processing, textiles, and heavy machinery manufacturing. By automating repetitive and labor-intensive tasks, businesses can maintain or even increase production levels without relying solely on a human workforce. For example, assembly line robots and automated packaging systems replace repetitive manual work, freeing up teams to focus on strategic activities such as process optimization and innovation.
Enhancing Quality Control
Consistent product quality is a priority for businesses aiming to maintain a competitive edge. Automation systems, like robotics in manufacturing and real-time data monitoring, remove variables associated with human error. For example, automated optical inspection tools are widely used in electronics manufacturing to detect microscopic defects in components, ensuring higher reliability.
Driving Scalability
Smart manufacturing allows businesses to scale operations effortlessly in response to rising demand. Automated production lines are designed for smooth capacity expansion. Industries such as pharmaceuticals, where demand surges during global health emergencies, benefit tremendously from automation’s ability to scale production without sacrificing output consistency.
Diverse Industry Applications
Factory automation plays an essential role across almost every sector:
Automotive for assembling complex vehicle components with precision and speed.
Food and Beverage to ensure hygienic packaging and consistent product weight.
Pharmaceuticals for precision in dosage, labeling, and traceability.
Electronics to manufacture intricate circuits and chips with nearly zero defects.
Consumer Goods for scalable production of customizable items such as packaging or home appliances.
Supporting Industry 4.0 Goals
Factory automation is a core driver of the Industry 4.0 revolution, transitioning manufacturing processes from traditional to connected, digital ecosystems. Through systems incorporating Industrial IoT (IIoT), devices can communicate seamlessly, enabling predictive maintenance, reduction of downtime, and optimization of operations. For example, networked sensors on production equipment can send alerts when performance deviates from normal patterns, enabling intervention before the equipment fails.
By addressing challenges like labor shortages, quality control, and scalability while driving digital transformation, factory automation is no longer simply a luxury but a necessity for businesses that want to stay competitive and resilient in the modern industrial era.
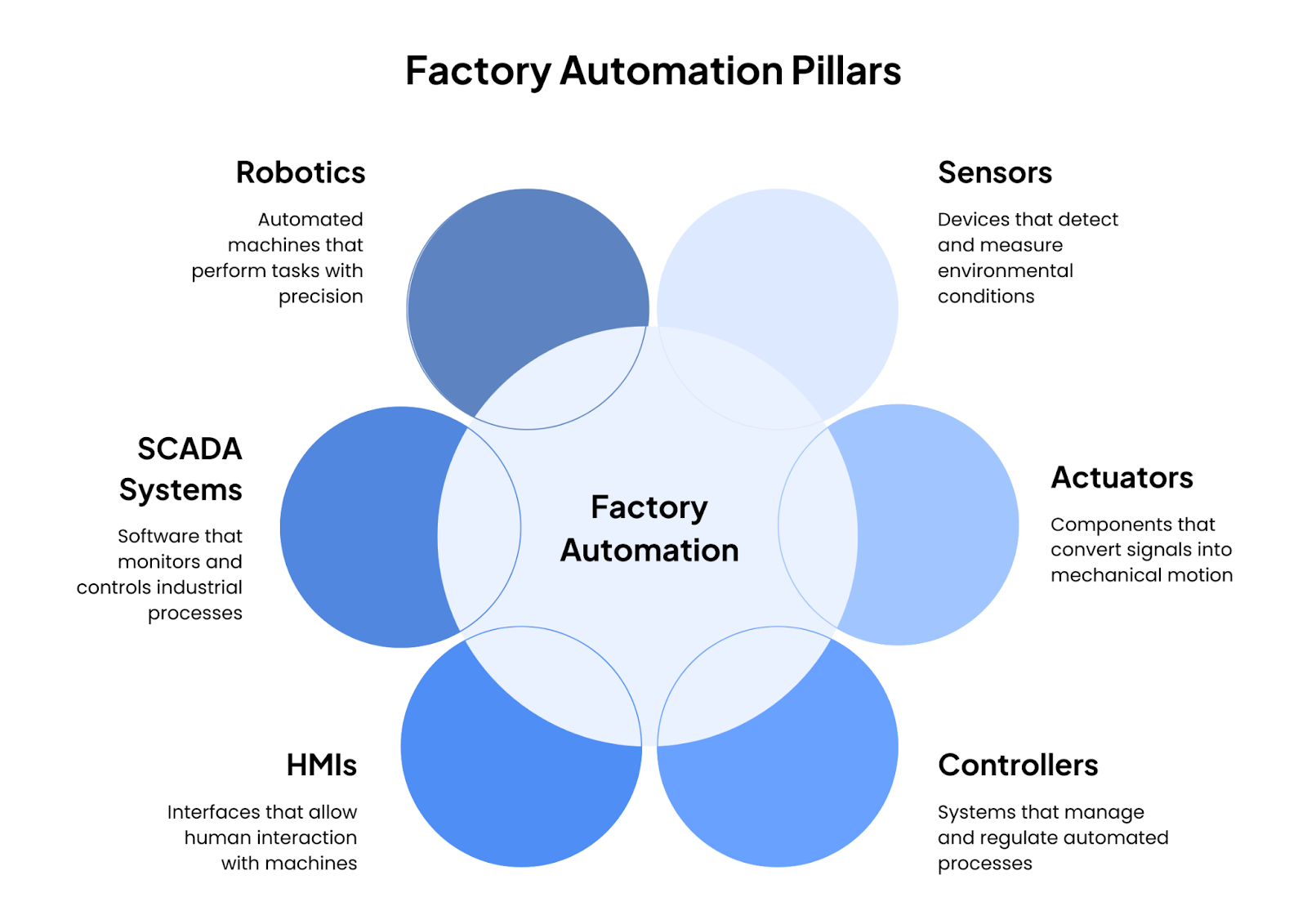
Core Components of an Automated Factory
1. Sensors
Sensors serve as the "eyes and ears" of an automated system, enabling data collection at every stage of the production process. These devices detect physical parameters such as temperature, pressure, proximity, light, and motion, converting them into electrical signals that the system can understand. For example, in a smart manufacturing environment, temperature sensors monitor machinery to prevent overheating, while proximity sensors ensure components are positioned correctly on assembly lines. By providing real-time data, sensors play a key role in optimizing operations and maintaining safety standards.
2. Actuators
While sensors gather information, actuators perform physical actions based on commands from the system's controller. These include motors, cylinders, and valves that execute tasks such as moving parts, opening or closing mechanisms, or adjusting the position of robotic arms. For instance, in the automation systems used in food and beverage manufacturing, actuators control the dispensing of liquids or packaging of products with high precision. Their ability to carry out repetitive motions effectively and reliably is essential to achieving efficiency and consistency in factory automation.
3. Controllers
Controllers act as the "brain" of automation systems. They process input data from sensors and issue commands to actuators to keep operations running smoothly. Two common types of controllers are Programmable Logic Controllers (PLCs) and industrial computers. PLCs are highly reliable - being designed to withstand harsh factory conditions, and excel at managing repetitive tasks such as coordinating conveyor belts or overseeing automated welding. Controllers are foundational to factory automation, ensuring seamless execution of complex processes and timely adjustments to optimize performance.
4. Human-Machine Interface (HMI) and SCADA Systems
HMI and SCADA (Supervisory Control and Data Acquisition) systems create a bridge between humans and automated systems. HMIs are user-friendly displays that provide operators with real-time data about machinery and processes. For example, an HMI can show a line manager the exact temperature of a reactor or alert them to a machine malfunction.
SCADA systems go a step further, enabling operators to monitor and control entire production facilities remotely. These tools enhance decision-making by offering quick insights, diagnostics, and manual overrides when necessary. Their integration is critical for efficient and safe operations in smart manufacturing environments.
5. Robotics and CNC
Robotics in manufacturing have revolutionized factory floors with their ability to handle tasks that are dangerous, repetitive, or require high precision. Robotic arms work alongside humans or function entirely autonomously, assembling products, welding parts, and even performing intricate operations like microsurgery in manufacturing medical devices. Collaborative robots, or "cobots," are increasingly popular for their ability to work safely alongside human workers, boosting productivity without replacing the human workforce entirely. The versatility of robotics makes them a vital component of factory automation.
6. Communication Networks
Automation systems rely on robust communication networks to ensure that all components from sensors to actuators function cohesively. Industrial communication protocols, such as EtherNet/IP, Modbus, and PROFINET, enable the seamless exchange of data across devices within an automated factory. These networks also facilitate the integration of cloud-based systems and Industrial IoT (IIoT) platforms, allowing for real-time monitoring and predictive maintenance. For instance, a system might use IIoT sensors to predict when a machine needs servicing, minimizing downtime and maximizing operational efficiency.
7. Software Systems
Behind every automated factory is a suite of automation software that coordinates operations, analyzes data, and enables decision-making. Manufacturing Execution Systems (MES) track and document the transformation of raw materials into finished products, helping businesses ensure compliance and optimize workflows. Meanwhile, Artificial Intelligence (AI) and machine learning algorithms analyze production data to identify inefficiencies and suggest improvements. For example, predictive analytics software might recommend adjusting production schedules based on market demand forecasts. Such advanced software solutions empower manufacturers to make data-driven decisions, ensuring continuous improvement and innovation in smart manufacturing.
The Synergy of Components in Factory Automation
Each of these components contributes uniquely to an automated factory ecosystem. Together, they enable seamless coordination of processes, real-time adjustments, and reliable performance. For example, a food packaging line equipped with sensors, actuators, and HMIs could detect a temperature anomaly (sensor), notify the operator (HMI), and automatically shut off critical devices (actuator) to prevent damage or waste.
By integrating factory automation components effectively, manufacturers can overcome challenges such as production inefficiencies, quality control issues, and labor dependency, while also achieving the goals of Industry 4.0. From the smallest machine parts to intelligent software systems, these components form the backbone of modern automation systems, making it possible to build scalable, agile, and future-ready operations.
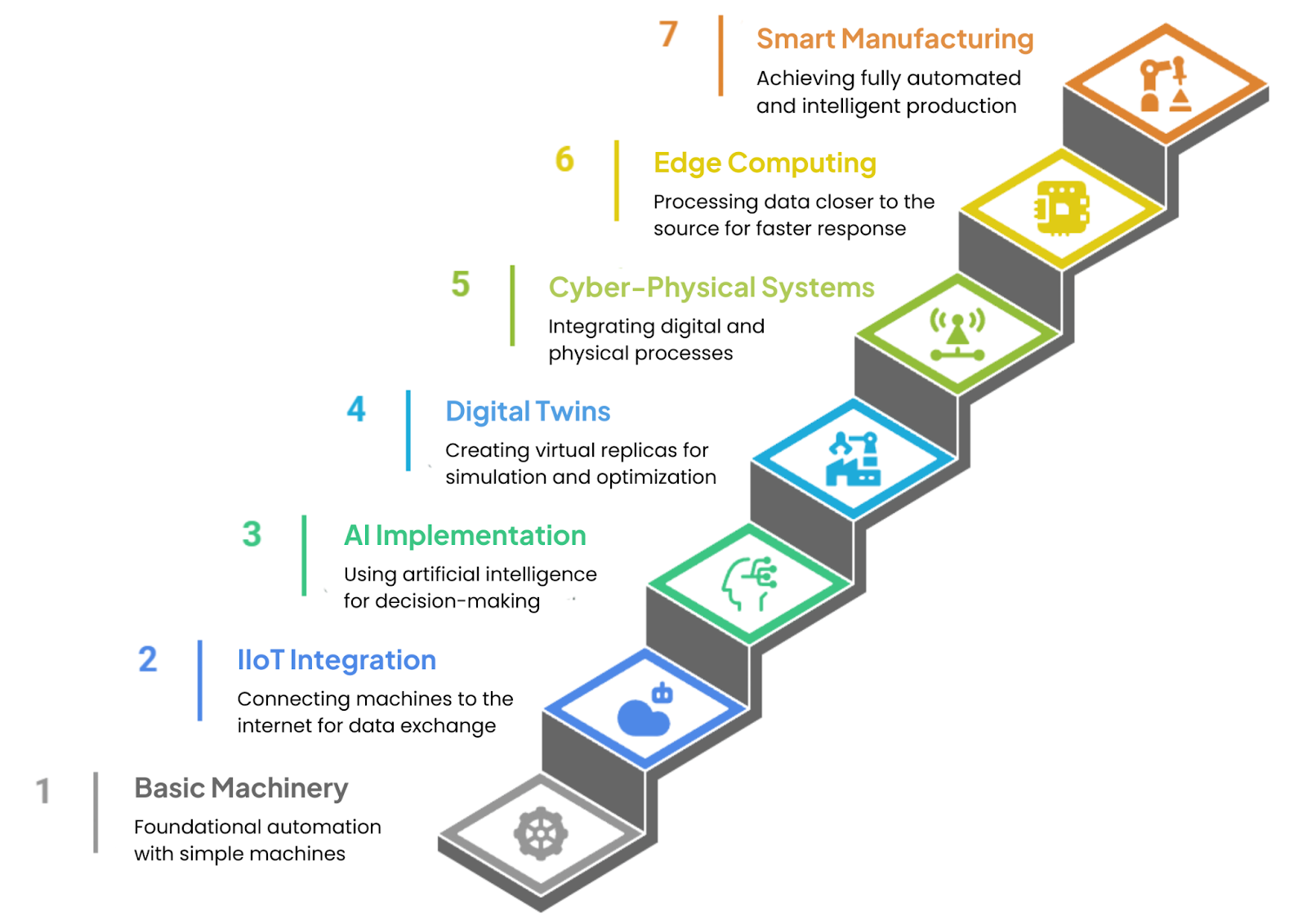
Automation Technologies Powering Industry 4.0
Industry 4.0 marks a revolutionary shift in manufacturing, combining advanced automation technologies with interconnected, data-driven ecosystems. Pioneering innovations like Industrial IoT (IIoT), Artificial Intelligence (AI), digital twins, and cyber-physical systems are at the heart of this transformation. These technologies empower manufacturers to operate smarter, faster, and more sustainably, reshaping how products are designed, produced, and delivered.
Industrial IoT (IIoT)
IIoT, or the Industrial Internet of Things, connects machines, sensors, and systems across a factory to collect and share data in real-time. Unlike traditional automation systems, which often operate in silos, IIoT platforms integrate devices to enable seamless communication and coordination.
Real-time tracking of production and logistics enhances transparency and optimizes supply chains.
Predictive maintenance reduces downtime and extends machinery lifespans.
Energy monitoring systems identify inefficient equipment, helping factories reduce energy consumption and lower costs.
Wearable devices for workers like smart helmets improve safety by providing alerts about hazardous conditions.
Artificial Intelligence (AI) and Machine Learning in Predicting Analytics
AI is revolutionizing smart manufacturing by enabling machines to learn from data and improve over time. Through advanced analytics, AI processes complex datasets to identify patterns, optimize production schedules, and predict market demands.
AI-powered chatbots and virtual assistants streamline factory-floor communication and decision-making.
Automated quality inspections use AI Vision to detect flaws or inconsistencies at microscopic levels.
Machine learning algorithms forecast raw material needs, preventing overproduction or shortages.
AI systems enhance performance optimization in energy-intensive industries by balancing loads and reducing wastage.
Digital Twins and Simulations
A digital twin is a virtual replica of a physical asset, process, or system. By simulating real-world conditions, digital twins provide valuable insights into how machines and systems will perform.
Simulations of entire factory workflows enable stress testing under varying conditions.
Digital replicas of employee workflows assist in optimizing labor productivity and allocation.
Virtual testing of equipment upgrades helps reduce risks before implementation.
Customizable digital twins allow manufacturers to adapt rapidly to shifting market demands, making production more scalable.
Cyber-Physical Systems (CPS) and Edge Computing
Cyber-physical systems bridge the digital and physical worlds by integrating computers with mechanical systems. This dynamic interaction creates smarter, self-adaptive manufacturing systems.
Smart grids within factory ecosystems ensure optimal energy distribution across facilities.
CPS-based inventory systems autonomously reorder materials based on live production needs.
Self-correcting robots adjust their operations based on input from CPS networks, ensuring higher accuracy during production tasks.
Real-time monitoring allows CPS to minimize risks by instantly responding to safety or equipment anomalies.
Additional Benefits and Applications in Industry 4.0
Collectively, these technologies support the adoption of factory automation and smart manufacturing by addressing key challenges in the industry. Additional benefits include:
Global Connectivity: Cloud-based IIoT platforms allow factories in different locations to operate cohesively and share valuable data.
Improved Worker Safety: Automation technologies reduce the human workload for high-risk tasks, such as working with heavy machinery or in hazardous environments.
Mass Customization: Advanced data analysis and automation systems allow factories to quickly adapt production processes for personalized or small-batch orders.
Enhanced Sustainability: Real-time data systems enable manufacturers to reduce waste, optimize material use, and lower their carbon footprint.
Rapid Integration: New automation technologies seamlessly integrate into current systems, reducing lengthy downtimes and training needs for staff.
By leveraging these technologies, manufacturers achieve unparalleled efficiency, agility, and resilience. Factory automation powered by Industry 4.0 innovations equips businesses to maintain a competitive edge while meeting the growing demands of a dynamic global market.
Benefits of Factory Automation
1. Increased Productivity and Output Consistency
Automation ensures round-the-clock operations, enabling factories to run continuously without downtime caused by human limitations like fatigue or breaks.
High-speed equipment, such as robotic arms and automated assembly lines, processes tasks far faster than manual labor. For example, automotive manufacturers use robots to weld and assemble cars at speeds unimaginable with humans alone.
Smart manufacturing systems optimize workflows by identifying bottlenecks and reallocating resources in real time, ensuring steady output even during peak demands.
2. Improved Safety and Quality Control
Robots and automated machinery handle dangerous or repetitive tasks, reducing the risk of human injury. Common examples include heavy lifting, exposure to hazardous chemicals, or operating sharp machinery.
Automation systems integrate health and safety features like emergency stop protocols and monitoring equipment to detect unsafe conditions. These measures significantly reduce workplace accidents.
Collaborative robots (or cobots) work alongside human operators, using sensors to avoid collisions and perform precision tasks without compromising worker safety.
Automated inspection processes ensure consistent product quality by utilizing cameras, laser scanners, and AI-powered analytics to detect defects during production.
Automation eliminates variability caused by human error, producing uniform results and fulfilling stricter quality standards. For instance, in the electronics industry, automation safeguards the precision assembly of intricate components, reducing product failures.
Real-time feedback systems optimize production parameters to avoid inconsistencies - even in high-speed manufacturing settings.
3. Lower operational costs and waste
Reduced labor costs result from fewer manual tasks requiring human intervention. Automation allows businesses to allocate workers to higher-value roles.
Predictive maintenance systems minimize unplanned equipment downtime and extend machine lifespans, reducing repair and replacement costs.
Energy-efficient technologies within automation systems help identify power-hungry operations and optimize energy use, lowering utility costs. For example, food processing plants leverage automation to scale production while cutting energy expenditures.
4. Scalability and Flexibility
Automated factories adapt quickly to market changes, enabling manufacturers to scale production up or down without significant reconfiguration. This is vital for industries experiencing seasonal or fluctuating demand, like fashion or consumer electronics.
Modern automation systems support mass customization, producing personalized products (e.g., custom packaging or limited-edition designs) with the same efficiency as standardized items.
Modular automation setups allow facilities to expand capacity incrementally without overhauling the entire operation.
5. Shortened Lead Times
Automation removes inefficiencies, streamlining the production process and reducing cycle times.
Faster order fulfillment is achieved through technologies like automated warehouses and just-in-time (JIT) supply chain management systems.
Automation systems also improve inventory tracking, ensuring materials are available precisely when needed.
6. Better Resource and Material Utilization
Smart manufacturing systems track and manage raw material use, minimizing waste during the production process.
Advanced software ensures that designs and manufacturing are optimized for material efficiency, decreasing scrap and rework.
By analyzing operational data, automation technologies identify opportunities to reduce excess stock and improve storage efficiency, particularly in high-volume industries like retail and logistics.
7. Higher Customer Satisfaction
Automation enables consistent on-time delivery thanks to streamlined production processes, ensuring better reliability for clients.
Improved quality control ensures that end-users receive products that meet or exceed expectations, which translates into fewer returns and complaints.
Rapid scalability allows manufacturers to meet sudden spikes in demand, preventing stockouts and delays.
8. Support for Sustainability Initiatives
Automated systems optimize energy consumption, reducing the environmental impact of factory operations.
Smart monitoring identifies inefficiencies in water and power use, allowing manufacturers to implement eco-friendly practices and adhere to regulatory requirements in industries with strict sustainability mandates.
9. Greater Workforce Satisfaction
Automation reduces the burden of repetitive, mundane, or physically demanding tasks, freeing workers for more engaging, creative, and decision-oriented roles.
Upskilling opportunities arise as manufacturers offer training for employees on managing automated systems, increasing job fulfillment and career growth.
A safer work environment with automation leads to improved morale and productivity among workers.
By incorporating these advantages, factory automation not only addresses operational challenges but also drives innovation, resilience, and competitiveness for manufacturers in industries ranging from automotive to consumer goods. Through smart manufacturing technologies, businesses can achieve sustainable growth and maintain leadership in a rapidly evolving industrial landscape.
Challenges and Considerations
Implementing automation systems in smart manufacturing comes with challenges - including high initial investment costs - that, while significant upfront, are recouped through long-term efficiency gains. Workforce skill gaps also arise, requiring investments in training to ensure employees can adapt to new tools and manage automated systems effectively. Additionally, increasing reliance on Industrial IoT exposes manufacturers to cybersecurity risks, making robust data protection and monitoring essential. Finally, integrating modern automation technologies with legacy systems can be complex, but solutions like open architecture protocols help streamline the process.
Real-World Examples and Case Studies
Indian manufacturing sectors are witnessing remarkable advancements through factory automation, with real-world examples showcasing notable success. Companies have experienced significant transformations, moving from labor-intensive processes to streamlined operations with cutting-edge manufacturing automation solutions. The implementation journey highlights the dramatic shift before and after automation, with enhanced efficiency, reduced errors, and increased productivity. A key player in this evolution is DP Gayatri, whose innovative solutions have played a pivotal role in adapting factories to modern automated workflows. These industrial automation use cases not only illustrate the practical benefits, but also set a benchmark for factory automation examples in the industry.
The Future of Factory Automation
The future of factory automation is being shaped by advancements like hyperautomation, which integrates AI, robotics, and machine learning to create smarter and more efficient systems with low-code or no-code platforms. The adoption of 5G networks enhances real-time communication between devices and processes, driving faster and more responsive manufacturing operations. Additionally, sustainable automation is gaining momentum, with energy-efficient machinery and low-carbon production processes paving the way for environmentally-conscious smart manufacturing models.
Conclusion
Factory automation is reshaping the manufacturing industry by delivering scalable, efficient, and safe production environments. Companies that invest in smart manufacturing, automation systems, and Industry 4.0 technologies can unlock a competitive edge while addressing challenges head-on.
DP Gayatri offers tailored manufacturing automation solutions to help businesses of all sizes thrive in this evolving landscape. With six specialized facilities and expertise in industrial automation, we deliver unmatched results.
Contact DP Gayatri today for a consultation or request a demo of our tailored solutions to future-proof your operations!
.png)

%20(37).png)